想要了解【兴县】【本地】滚压管150活塞杆甄选好厂家产品的魅力?视频为你揭晓答案!
以下是:兴县【兴县】【本地】滚压管150活塞杆甄选好厂家的图文介绍


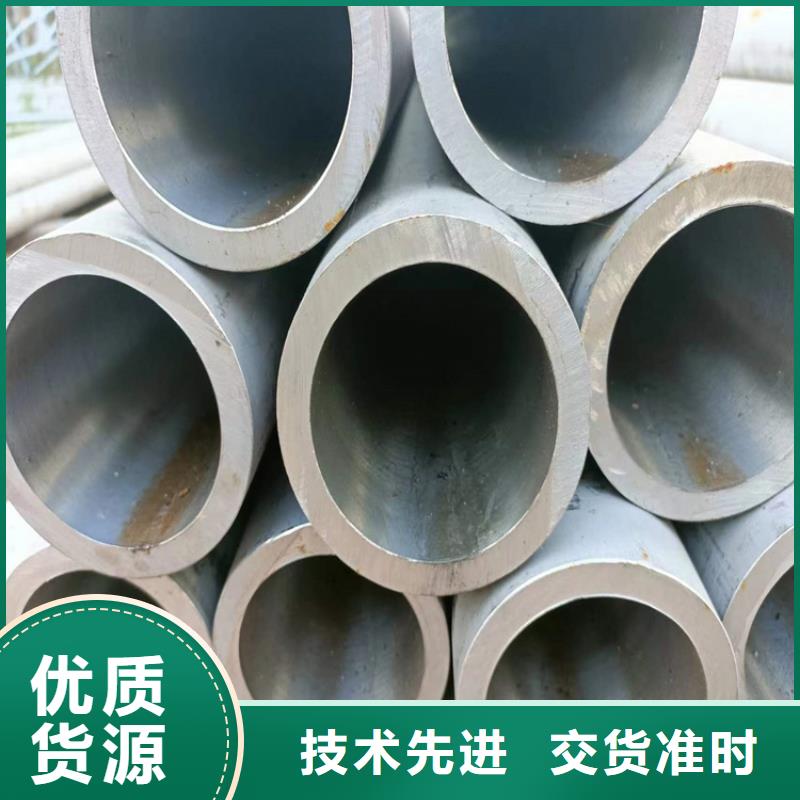
兴县珩磨管油缸管绗磨管滚压是一种无切削的塑性加工方法。滚光管的表面硬度比珩磨管高,增加了使用寿命。滚光管加工时间大大的缩短了,批量生产更加快捷。滚光管比珩磨管的直线度和精度大大的提高了。
为什么大口径厚壁绗磨管的同心度都没有那么的理想?大口径厚壁绗磨管精密钢管的成品都会有偏心厚度不均匀的问题 但是是怎么产生的呢?很多人都没有搞明白,今天 我们就来讲讲 冷拔钢管 冷轧钢管 热轧钢管等 无缝缝钢管的偏心是怎么产生的,为什么大口径厚壁绗磨管的同心度都没有那么的理想?滚压管



兴县珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管


安达珩磨管液压机械有限公司以“高效”、“诚信协作”、“互助共赢”为公司理念,以推广和应用为己任,始终把高新技术【不锈钢珩磨管、】产品作为对未来市场竞争的积j i把握,积j i开拓国内外市场,并一如既往的积j i配合客户所需。放眼未来,我司将发展成为具有一定规模和影响力的专业厂商。我们真诚地期待与您的合作!




兴县珩磨管油缸管绗磨管管路漏油原因编辑 播报
液压系统管路漏油原因探讨及对策
液压系统中使用的管路种类很多,根据液压系统的工作压力及安装位置的不同,选用的有钢管、紫铜管、橡胶管、尼龙管和塑料管等。这些管路一旦损坏漏油,轻则污染环境、影响系统功能的正常发挥,重则危及安全。本文分析归纳了造成液压管路漏油的原因及采取的相应对策。]1 漏油的原因分析b] 1.1 管路质量差
在维修或更换液压管路时,如果在液压系统中安装了劣质的管路,由于其承压能力低、使用寿命短,使用时间不长就会出现漏油。硬质油管质量差的主要表现为管壁厚薄不均,使承载能力降低;劣质软管则主要是橡胶质量差、钢丝层拉力不足、编织不均,使承载能力不足,在压力油冲击下,易造成管路损坏而漏油。
1.2 管路安装不符合要求
1.2.1 管路弯曲不良滚压管





 扫一扫
扫一扫